



Автор: Светлана Сюй
Мобильный телефон: +86-1380 641 3610, Email: svetlanaxu@mail.ru
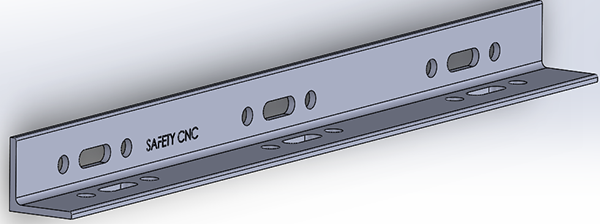
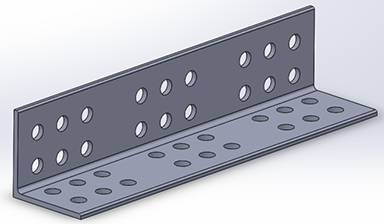
На предприятиях, производящих линии электропередач, коммуникационные вышки, стальные конструкции при изготовлении опора электропередачи нужно проводить большое количество пробивки отверстии в уголковой стали.
И наша Линия для пробивки и сверления уголка с ЧПУкак раз подходит для маркировки, пробивки и резки уголкового стального проката на таких предприяниях.

 |
 |
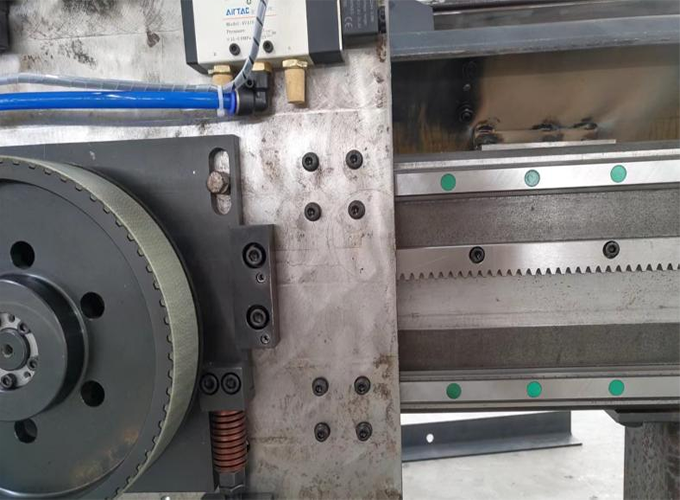
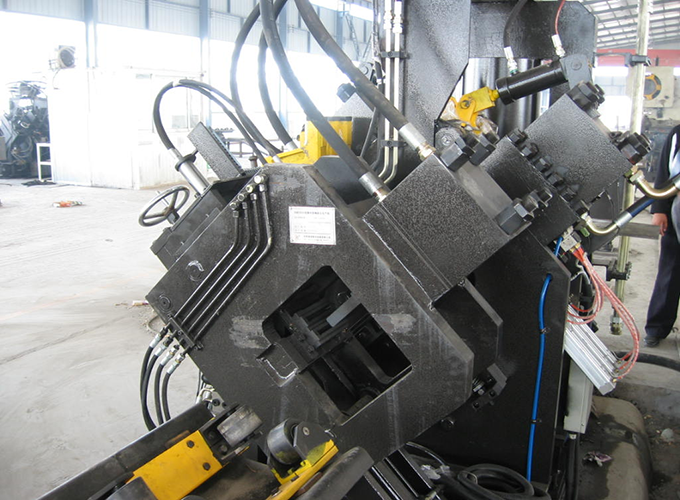
Фотографии фактической Линии для пробивки и резки уголка с ЧПУ на цехе производителя:


u Особенности конструкции станка
Основными узлами производственной линии являются загрузочная часть, подающий конвейер, устройство маркировки, блок пробивки, отрезное устройство, выходной конвейер, гидравлическая система, система управления, пневматическая система и др.
1.Загрузочныйчасть включает поперечнный стол и поворотный механизм.

•Заготовки угольной стали на поперечном столе перемещается в подающий канал.
Поперечный стол приводится двигателем и редуктором через цепь и цепное колесо.
•Перевернутыймеханизм загрузки приводится двигателем и редуктором через цепь и цепное колесо. Синхронизация четырёх поворотных рычагов совершена через длинный вал и соединительную муфту.
2.Подающийконвейер состоит из канала подачи и тележки с ЧПУ.
 |
 |

•Канал подачи состоит из транспортировочного ролика, кронштейна, приводной рейки, спортивного ролика и так далее. Чтобы улучшить точность позиционирования оборудования, в большой рейке подолнительно установить прецизионную контрольно – измерительную рейку, которая соединяется с контрольным валом, и сигнал обратной связи передаёт в верхий компьютер через кодер.
•Тележка с ЧПУ состоит из подвижного кузова, зажимного корпуса, зажимного цилиндра, качающегося цилиндра, сервомотора, кодера и так далее.
3.Главная часть оборудования:
Главная часть станка состоит из устройства маркировки, блока пробивки и блока резания.
•Устройство маркировки:
Замкнутая конструкция с хорошей жесткостью
 |
 |
Символы (36 шт/комплект: 0-9, A-Z)
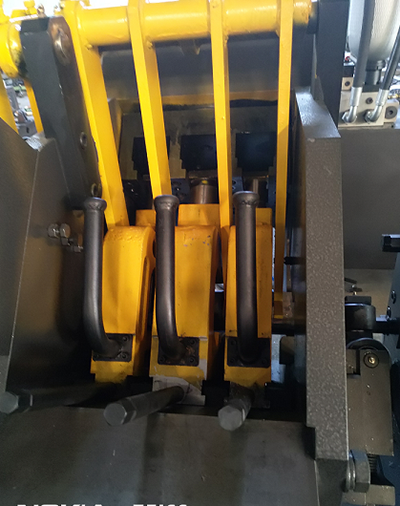
•Блокпробивки:
 |
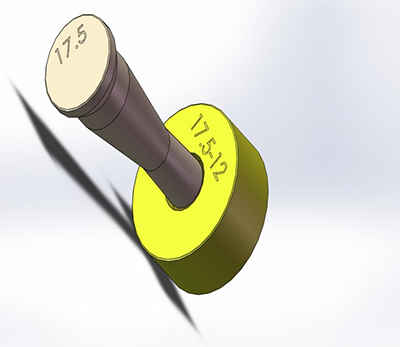 |
Три пуансоны на каждом стороне, Больше цилиндра и мощность
На каждой стороне блока пробивки могут быть установлены три различных типа
штампов, каждый из которых оснащен цилиндром. В соответствии с инструкциями
компьютера, автоматически выбирайте штамп, то есть выберите соответствующий цилиндр
для продвижения соответствующей прокладки;
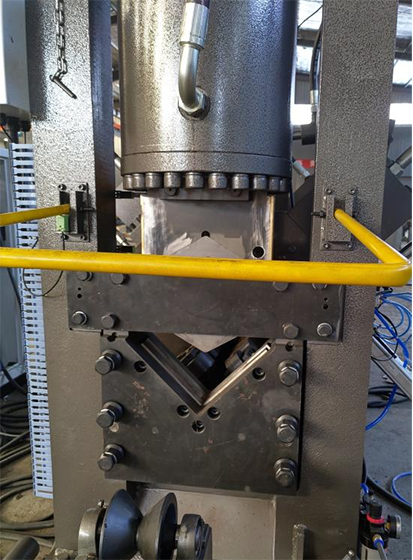
•Блокрезания:
 |
 |
Однолезвие или двухлезвие может применяется на станке.
Однолезвие приводится в движение мощным гидроцилиндром, чтобы не производить отходы, повышать коэффициент угловой стали, экономить расходы для пользователей .
Двухлезвие применяет экономический гидроцилиндр с двумя лезвием, чтобы обеспечить стабильность уголка при резания
4.Выходнойконвейер:
Он состоит из поддерживающих роликов и перевернутых цилиндров и другие компоненты. С помощью кнопочного управления на кнопочной станции обработанные детали переворачиваются слева или справа.

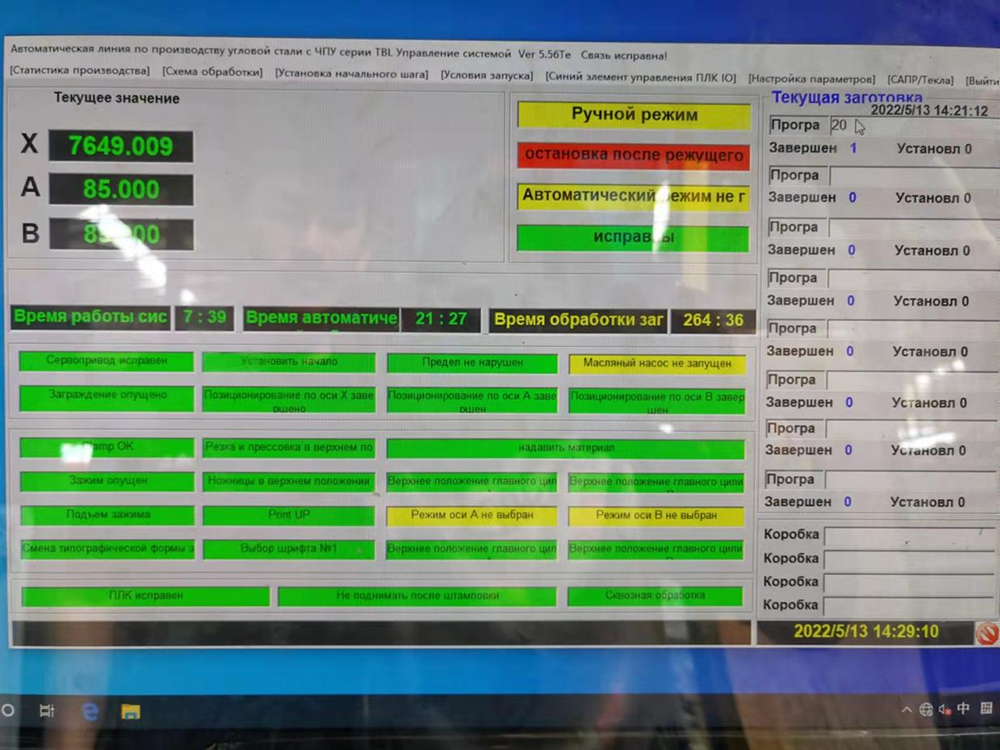
5.Система управления состоит из главного компьютера, серводвигателей, программируемого логического контроллера (PLC), внешних датчиков и др.
Управляющая программа обработки деталей поддерживает ручное программирование ,а также автоматическое преобразование CAD / CAM осуществляется для удобного программирования, хранения, отображения и связи. Процедура обработки может храниться в системе после ее завершения и может быть вызвана позже.
Интерфейс имеет функции диалог между человеком и машиной, компенсация ошибок, автоматическая сигнализация и другие функции.

Технические параметры:
| Модель | JGX1010 | JGX1412 | JGX1616 | JGX2020 | |
| Минимальный размер уголкового профиля (мм) | L40 ´ 40 ´ 3 | L40 ´ 40 ´ 3 | L55 ´ 55 ´ 3 | L55 ´ 55 ´ 4 | |
| Максимальный размер уголкового профиля (мм) | L100 ´ 100 ´ 10 | L140 ´ 140 ´ 12 | L160 ´160´ 16 | L200 ´ 200 ´ 20 | |
| Мак. длина заготовки(м) | 9(12) | 9(12) | 12 | 12 | |
| Загрузочный рольганг
|
Длина | 14 | |||
| Грузоподъёмность | 10 т. | ||||
| Пробивание | Номинальное усилие пробивки (кН) | 800 | 1000 | 1100 | 1100 |
| Число пуансонов на одной стороне | 3 | ||||
| Минимальный диаметр(мм) | 5 | ||||
| Максимальный диаметр(мм) | Æ 26
(22 ´ 50) |
||||
| Мин. расстояние от центра отверстия до вершины уголка(мм) | 20-80 | 20-120 | 20-140 | 20-180 | |
| Маркировка | Номинальное усилие маркировки (кН) | 700 | 700 | 850 | 1030 |
| Кол.круппы знака | 4 | ||||
| Кол. знака | 12 | ||||
| Размер знака | 14´10´9 | ||||
| Резание | Номинальная сила резания (кН) | 1250 | 2250 | 3200 | 1800/4500 |
| Режим резки | Однолезвие | Двухлезвие/ Однолезвие | |||
| Скорость подачи заготовки | 40-80 | 30-80 | |||
| Метод подачи | Тележка по серводвигатаелю | ||||
| Число управляемых координат | 3 | ||||
| Режим управления | PLC + главный компьютер | ||||
| Точность позиционирования по оси X для подачи заготовки | ±0,1 мм | ||||
| Точность позиционирования по оси-A,B | ±0.01 мм | ||||
| Способ программирования | ПО для программирования или Чертеж в формате CAD | ||||
| Функции программы | Мониторинг в реальном времени, отображение ошибок, сигнализация ошибок | ||||
Электрические компоненты:
| No. | наименование | Производитель | Сторана |
| 1 | PLC контроллер | Mitsubishi | Япония |
| 2 | Серводвигатель и электропривод | Yaskawa/ Panasonic | Япония |
| 3 | Гидровлический насос в гидовлический станции | Vickers | Китай |
| 4 | Линейный направляющий и шариковый винт | HIWIN | Тайвань |
| 6 | Пневматические компоненты | Air TAC | Тайвань |
| Гидравлический клапан | Atos | Италия | |
| 7 | Электрические компоненты | Schneider | Франция |
Если вы хотите заказать этот станок, свяжитесь с нами пожалуйста!
Контакт: Светлана Сюй
Мобильный телефон: 0086 1380 641 3610
Email: svetlanaxu@mail.ru
