
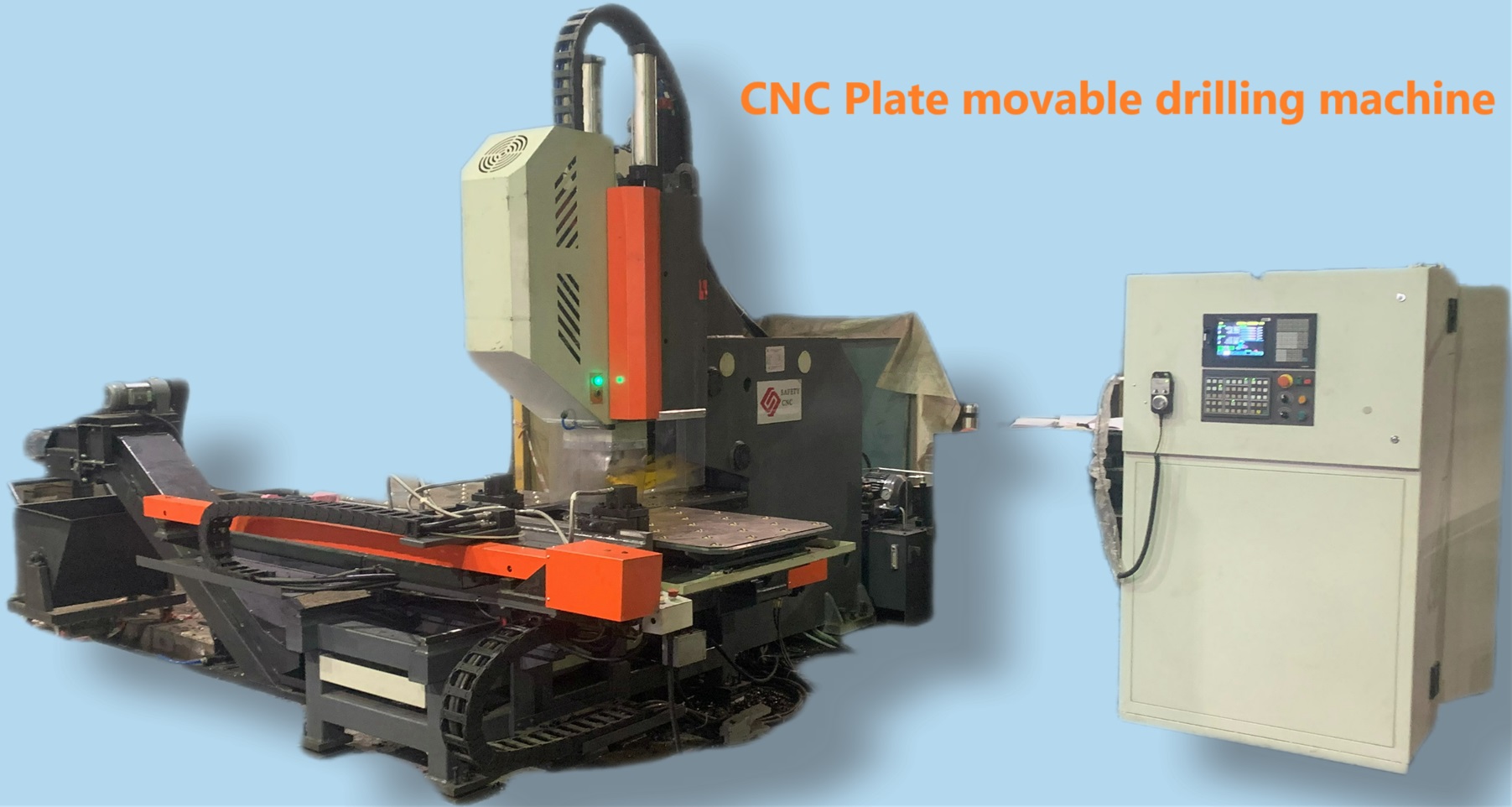

Трёхкоординарный Сверлильный станок с ЧПУ для двутавровой балки
Автор: Светлана Сюй
Моб. телефон: +86–1380 641 3610, Email: svetlanaxu@mail.ru
Применение:
Трёхкоординарный Высокоскоростный Сверлильный станок с ЧПУ предназначен для сверления двутавра швеллера квадратной стали и уголка в трёх сторонах при изготовлении стальных конструкции в области архитектуры и мостостроения.

Технические параметры:
| Модель | THD1205 | |
| Размеры обрабатываемого двутавра (мм) | Высота стенки | 150-1250 |
| Ширина фланца | 100-600 | |
| Макс. длина | 12000 | |
| Толщина стенки и крыла (мм) | ≤75 | |
| Сверлильная головка
|
Количество шпинделей (сверлильная головка) | 3
(Верхняя, фиксированная и подвижная сторона по 1шт., всего 3 шт.). |
| Конус шпинделя | BT40 | |
| Мощность шпинделя | 3×15кВт | |
| Частота вращения шпинделя | 30-3000 (об/мин) Бесступенчатая регулировка скорости | |
| Характеристики обработки | Макс. диаметр отверстия | Φ30 для твердосплавного сверла
Φ40 для спирального сверла |
| Ось с ЧПУ | Количество осей с ЧПУ | 7 |
| Мощность ось с ЧПУ для подачи | 3×2 КВТ | |
| Мощность оси с ЧПУ для позиционирования | 3×1.5 КВТ | |
| Ось с ЧПУ для подачи | 0-5м/мин. | |
| Ось с ЧПУ для позиционирования | 0-10м/мин. | |
| Погрешность расстояния соседних отверстий в группе отверстий | ±0.4мм | |
| Погрешность точность подачи на 10 м | ±1.0мм | |
| Походобнаружения по ширине | 1100мм | |
| Походобнаружения для стенки | 290мм | |
| Тележка для подачи с ЧПУ | Мощность серводвигателя | 5 (кВт) |
| Скорость подачи | 20 м/мин. | |
| Макс. подаваемый вес | 10 тонн | |
| Система охлаждения
|
Количество сопел | 3 |
| Давление воздуха | 0.8 мПа | |
| Метод охлаждения | Внутренний+внешний | |
| Условия эксплуатации | Градусы Цельсия | 0-40(°С) |
| Программное обеспечение
|
Импорт программного обеспечения
AUTOCAD (*.dxf), TEKLA |
Система программирования станка может распознавать данные в формате DXF и автоматически программировать выполнение работ. |
| Габаритный размер (Д*Ш*В) | 6000 ´ 1600 ´ 3400(мм) | |
| Вес станка | ≈8000(кг) | |
Главные компоненты:
| но | Наименование | Бренд | Страна |
| 1 | Шпиндель | KENTURN | Тайвань, Китай |
| 2 | Линейный направляющий | HIWIN | Тайвань, Китай |
| 3 | Шариковая винтовая пара | TBI | Тайвань, Китай |
| 4 | Серводвигатель | Siemens | Германия |
| 5 | Сервопривод | Simens | Германия |
| 6 | PLC | Siemens | Германия |
| 7 | Гидравлический насос | Justmark | Тайвань, Китай |
| 8 | Гидравлический клапан | Atos/YUKEN | Италия/Япония |
| 9 | Компьютер | Lenovo | Китай |
Особенности и функция:
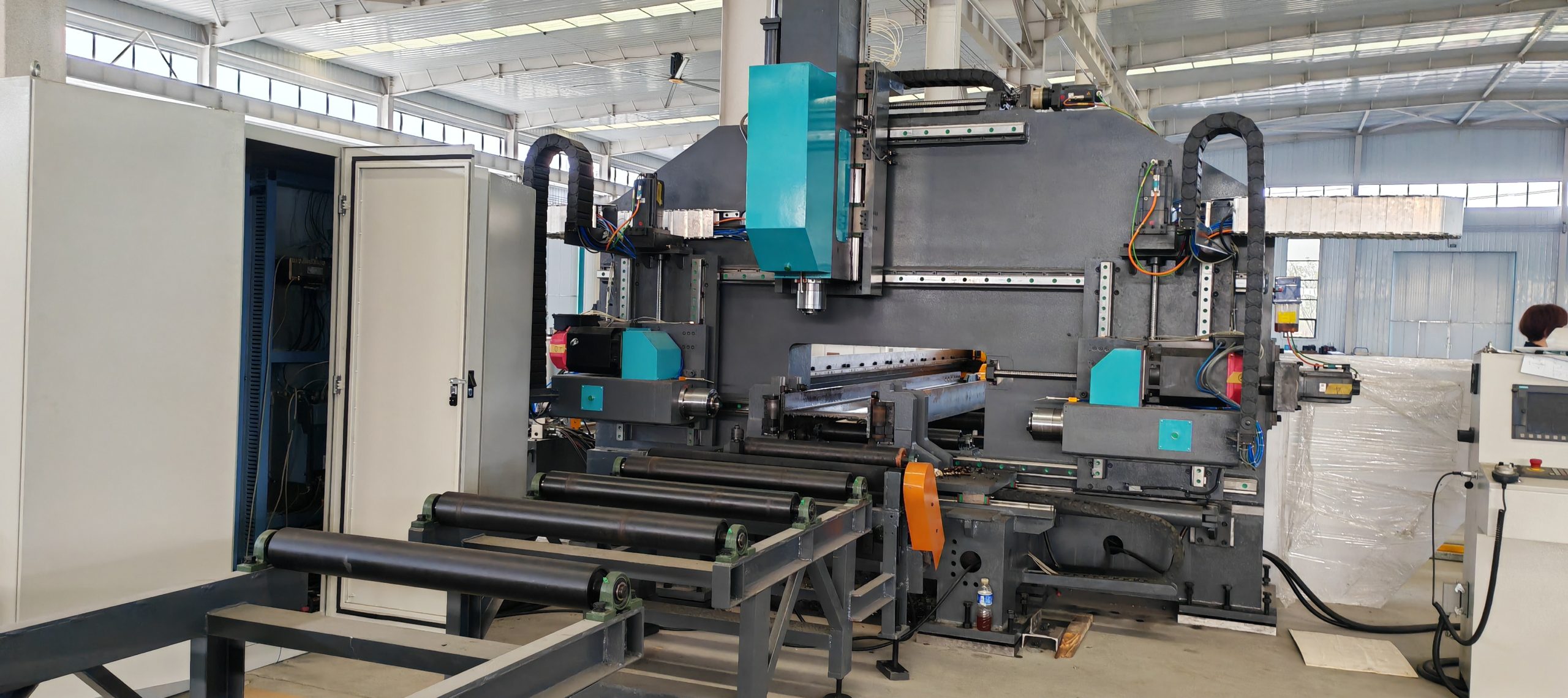
- Станина изготовлена из квадратных стальных трубы с помощью сварки. Конструкция станины усилена там, где усилие велико, и после сварки проводится обработка искусственным старением, что обеспечивает стабильность станины и точность обработки всего станка.
- Осуществляется 3 слайда с ЧПУ, которые представляют собой слайды на фиксированной стороне, слайды на подвижной стороне и средние слайды. Эти три слайда имеют сходную структуру и состоят из подвижной пластины, слайдов и систем сервопривода.

3.На трех слайде Трёхкоординарный Высокоскоростный Сверлильный станок с ЧПУ имеется 6 осей с ЧПУ, в том числе 3 оси с ЧПУ подачи и 3 оси ЧПУ позиционирования. Каждая ось с ЧПУ приводится AC серводвигателем+ ШВП и перемещает вдоль прицизионные линейные направляющие, чтобы гарантировать высокая точность позиционирования.

На трех слайде с ЧПУ установлены три ящик шпинделя, которые проводят сверления в горизонтальном и вертикальном направлениях. Каждый шпиндель может сверлить отверстия, и индивидуально, и одновременно.

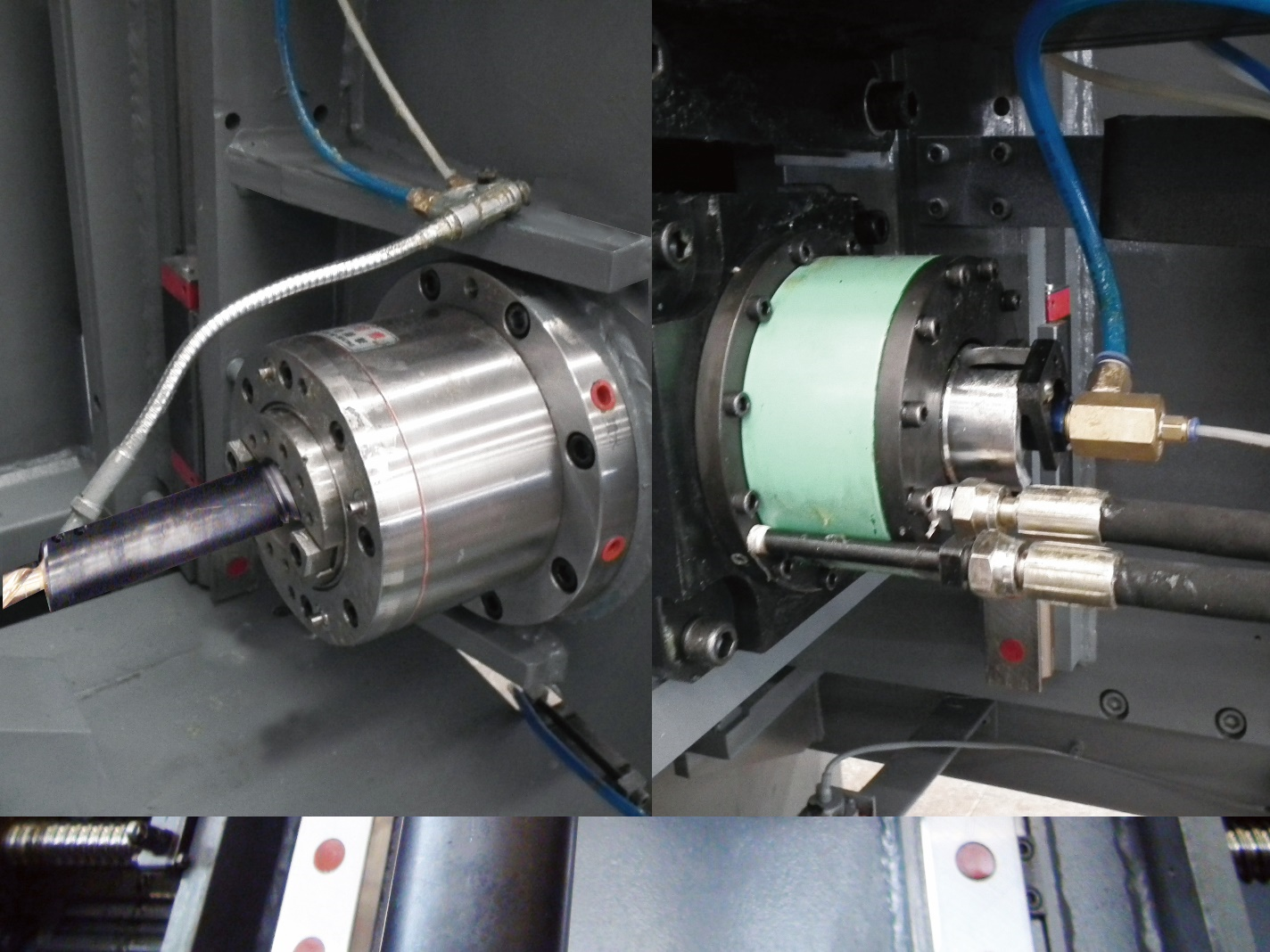
Прецизионный шпиндель с высокой точностью поворота и хорошей жесткостью оснащен конусом BT40, который имеет такие функция, как легко сменять инструмент, спиральное сверло и твердосплавное сверло может установлены.
- Пять гидравлических цилиндров реализовает зажим заготовки на горизонтальном и вертикальном направлении.
- 6. Станок оборудован контрольно-измерительнымустройствомпо ширине и высоте заготовки, которое может эффективно компенсировать деформацию заготовки и обеспечить точность обработки.
- Станок использует тележкус ЧПУдля подачи. В тележка установлен зажим с ЧПУ, который приводится в движение серводвигателем через редуктор,зубчатой рейкой и кодер обнаружения.

Направляющий канал оснащен большими и малыми рейками, прямыми зубчатыми передачами (m = 3), используя двухзубчатой структуры для удаления зазора. Большие зубы предназначен для передачи мощности сервомотора, при позиционировании тележки, система управления выдает команду для управления работой сервомотора, приводя тележку перемещения вперед; Малелькаие зубчатые используются для определения фактического положения тележки в режиме реального времени и обратной связи с системой управления, которая образует полное закрытие системы позиционирования тележки.

Такая конструкция тележки преодолевает влияние деформации самой заготовки и качества поверхности заготовки и других факторов, точность подачи выше, более стабильна.
- Система охлаждения использует аэрозольное охлаждение, которое имеет функция внутреннего и внешнего охлаждения. Каждый блок сверлильных шпинделей оснащен собственным внешним охлаждающим соплом и внутренним охлаждающим соединением, внешнее охлаждение и внутренное охлаждение может использоваться индивидуально или одновременно по желанию клиента.
- Коробка для собирания стружки оснабжена универсальной направляющей, простой и удобный транспорт.
- Электрические системы:
PLC соединён с сервоприводом через общие шины, которые имеет такие преимещества как сильную антиинтерференционную способность, более быструю обработку сигналов, что значительно сокращает время отклика системы, тем самым повышая эффективность производства.
Подача шпинделя, позиционирование сервомотора применяет физический кодер абсолютного значения, не нужно возвращаться в исходную точку, стабильная и надежная работа, что повышает эффективности обработки станка, и можно избежать проблемы отклонения обработки, вызванной неправильным действием переключателя исходной точки.

