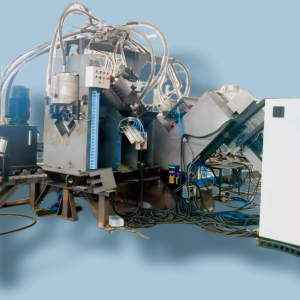
Автоматическая линия для сверления, маркировки и резания уголковой стали с ЧПУ, BL2532, BL3635
![]()
Область применения
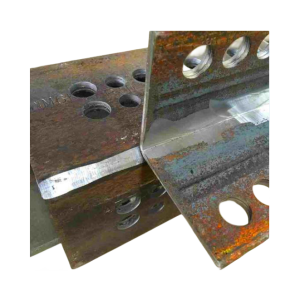
Производственная линия подходит для маркировки, сверления и резки стального уголкового проката при изготовлении опор линий электропередач, вышек средств связи, металлоконструкций и др.
Процесс обработки осуществляется числовым управлением, операция удобна, и станок может выполнить автоматическое, высокоточное и разнообразное серийное производство.
Особенности и составляющие копоненты:
Основными узлами производственной линии являются стол поперечной подачи, устройство опрокидывающей подачи, загрузочный канал, тележка с ЧПУ, клеймовочное устройство, сверлильное устройство, пресс, канал готовых изделий, гидравлическая система, пневматическая система, система управления и др.
Поперечная загрузочная платформа приводится в движение двигателем и редуктором через звездочку и цепь, а также через три длинных вала и шесть самодельных муфт для синхронизации четырех цепей с блоками переключения. Таким образом, стальной уголок является стабильным и имеет низкий уровень шума во время транспортировки. Эта деталь предназначена для транспортировки стального уголка к желобу в ожидании захвата профиля от тележки.
(1) Подающий рольганг состоит из транспортирующих роликов, зубчатое колесо и рейки и направлящих.

Двухлезвие приводится в движение мощным гидроцилиндром.
Блок резания состоит из рамочного фюзеляжа, основного цилиндра, механизма верхнего ножа, механизма нижнего ножа и так далее. В соответствии с инструкциями компьютера, различные спецификации угловой стали проводит резки с хорошим качеством разреза.
Интерфейс имеет функции диалог между человеком и машиной, компенсация ошибок, автоматическая сигнализация и другие функции.
u Технические параметры
| Модель | BL2532 | BL3635 | ||
| Минимальный размер уголкового профиля (мм) | 90 *90 * 10 | |||
| Максимальный размер уголкового профиля (мм) | L250*250*32 | L360*360*35 | ||
| Мак. длина заготовки(м) | 14 | |||
| Сверление | Количество сверла на каждой стороне | 3 | ||
| Конус шпинделя | Морзе-#4 | |||
| Максимальный диаметр(мм) | 40 | |||
| Скорость шпиннделя(об/мин) | 180-560 | |||
| Диапазон регулировки расстояния (мм) | 20-220 | 20-340 | ||
| Маркировка | Номинальное усилие маркировки (кН) | 1030 | ||
| Кол.круппы знака | 1 | |||
| Кол. знака | 15 | |||
| Размер знака | 14*10*19 | |||
| Резание | Режим резки | Однолезвие | ||
| Номинальное усилие резания (кН) | 4500 | |||
| Мак. размер резания | 250х250х25 мм | |||
| Система охлаждения и смазки | Объём масла в баке | 2L | ||
| Масла резания | Микрорезания на основе растительного основа (2000 – 25) | |||
| Расход смазки | 5~50ml/h | |||
| Количество с ЧПУ | 3 | |||
| Скорость подачи заготовки(m/min) | 40-80 | |||
| Метод подачи | Тележка по серводвигатаелю | |||
| Режим управления | PLC + главный компьютер | |||
| Точность обработки | Соответствует Национальный Стандарту GB2694-2010 | |||
| Способ программирования | ПО для программирования или Чертеж в формате CAD | |||
| Функции программы | Мониторинг в реальном времени, отображение ошибок, сигнализация ошибок | |||
| Общая мощность | ≈70KW | ≈80KW | ||
| Общий вес | ≈20T | ≈25T | ||
| Габарит(m) | 30*8.5*2.5 | 35*8.5*2.5 | ||
Электрические компоненты:
| No. | наименование | Производитель | Сторана |
| 1 | PLC контроллер | Yokogawa | Япония |
| 2 | Серводвигатель и электропривод | Panasonic | Япония |
| 3 | Линейный направляющий и шариковый винт | HIWIN | Тайвань |
| 5 | Ходовой переключатель | Autonics | Южная Корея |
| 6 | Пневматические компоненты | Air TAC | Тайвань |
| 8 | Гидравлический клапан | Atos | Италия |
| 8 | Электрические компоненты | Schneider | Франция |
| 9 | Компьютер | Lenovo | Китай |