










Высокоточный сверлильно-фрезерный станок с ЧПУ, PMD Serires
I. Назначение станка
Данный станок представляет собой портальный мобильный высокоскоростной сверлильно-фрезерный станок с ЧПУ, который в основном используется для сверления, нарезания резьбы и фрезерования деталей, таких как фланцы, теплообменники, трубные решетки, опорно-поворотных подшипников и др. Он может использоваться для высокоскоростного сверления твердосплавными сверлами с внутренним охлаждением, а также для сверления быстрорежущим спиральным сверлом с внешним охлаждением. Процесс обработки осуществляется числовым управлением, операция очень удобна, и станок может выполнить автоматическое, высокоточное и разнообразное серийное производство.




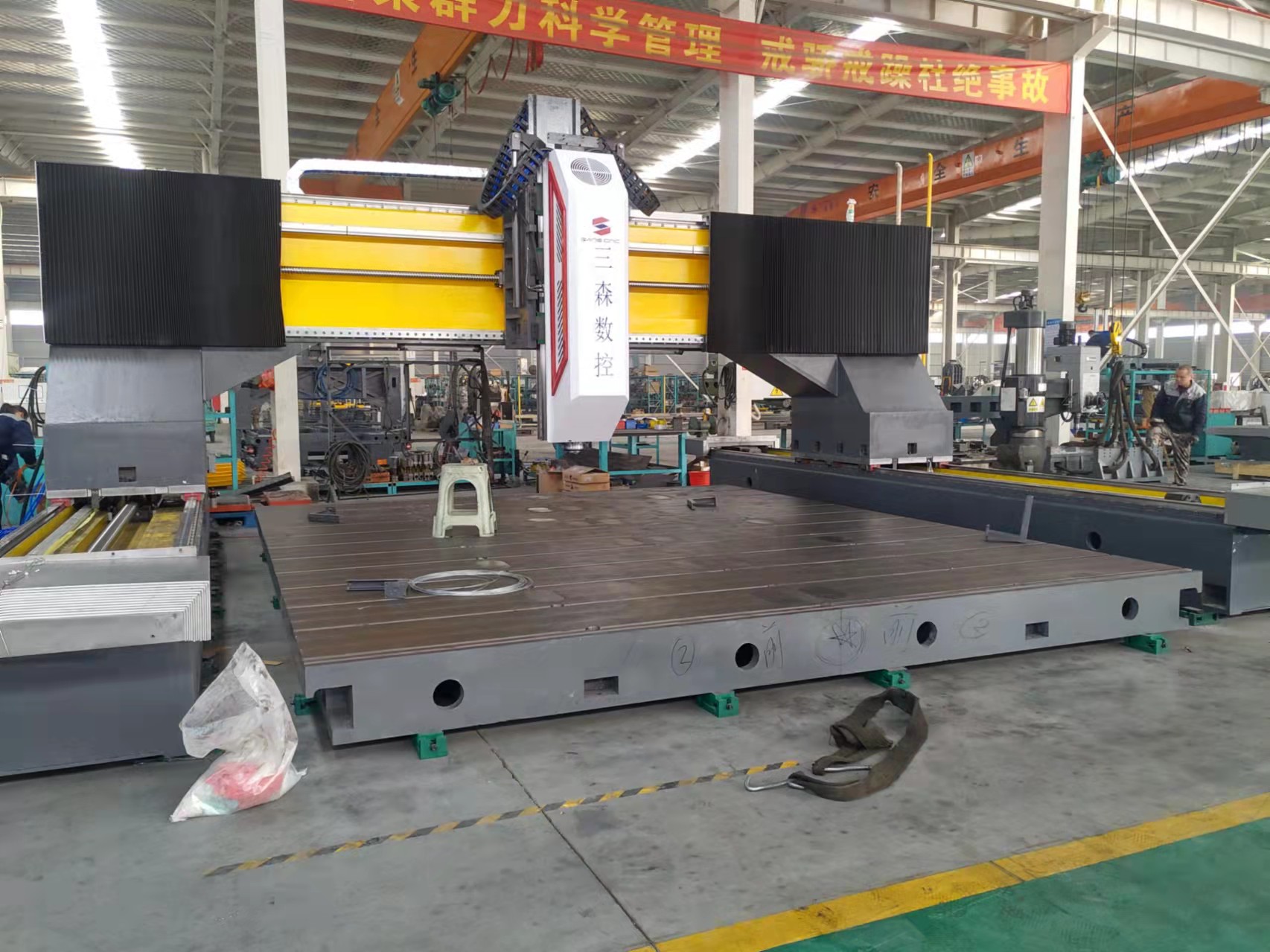

Поперечная балка с конструкцией разных поверхностей (для увеличения пролета и разложения силы)
Выдвижная бабка с четырьмя направляющими
Технические параметры
| Модель | PMD3030
/1 |
PMD3030
/2 |
PMD4040/2 | PMD5050/2 | |
| Размер обрабатывае-мого изделия | L xW | 3000×3000 мм | 4000×4000 мм | 5000×5000 мм | |
| Максимальная толщина | 300 мм | ||||
| Ползунковая сверлильно-
фрезерная силовая головка
|
Количество шпинделей | 1 | 2 | 2 | 2 |
| Конус шпинделя | BT50 (внутреннее охлаждение) | ||||
| Частота вращения шпинделя | 120-3200 об/мин | ||||
| Мак. ход шпинделя | 500 мм | ||||
| Максимальный диаметр высверливаемого отверстия | Спиральное сверло Æ 50 мм /
Твёрдосплавное сверло Æ 40 мм |
||||
| Максимальный диаметр резьбы, нарезаемой метчиком | M32 мм | ||||
| Мощность двигателя шпинделя | 18,5 кВт / 22 кВт / 30 кВт / 37 кВт | ||||
| Крутящий момент шпинделя | 180/240/360 Н×м, n ≤ 600 об/мин | ||||
| Ход из нижнего конца шпинделя до стола (мм) | 280-780 мм | ||||
| Система управления | Siemens 808D | ||||
| Продольное перемещение портала
(ось X) |
Максимальная длина хода | 3000 мм | 4000 мм | 5000 мм | |
| Скорость перемещения по оси X | 8 м/мин | ||||
| Мощность серводвигателя подачи по оси X | 2 x 2.5кВт | ||||
| Поперечное перемещение силовой головки (ось Y) | Максимальная длина хода | 3000 мм | 4000 мм | 5000 мм | |
| Скорость перемещения по оси Y | 8 м/мин | ||||
| Мощность серводвигателя подачи по оси Y | 3 кВт | 2 x 3 кВт | 2 x 3 кВт | 2 x 3 кВт | |
| Вертикальная подача ползуна (ось Z) | Максимальная длина хода | 500 мм | |||
| Скорость перемещения по оси Z | 10 м/мин | ||||
| Мощность серводвигателя подачи по оси Z | 3 кВт | 2 x 3 кВт | 2 x 3 кВт | 2 x 3 кВт | |
| Точность позициониро-
вания |
Оси X и Y | ≤ 0,025 / 500 мм | |||
| Повторяемость позиционирования | Оси X и Y | ≤ 0,015 / 500 мм | |||
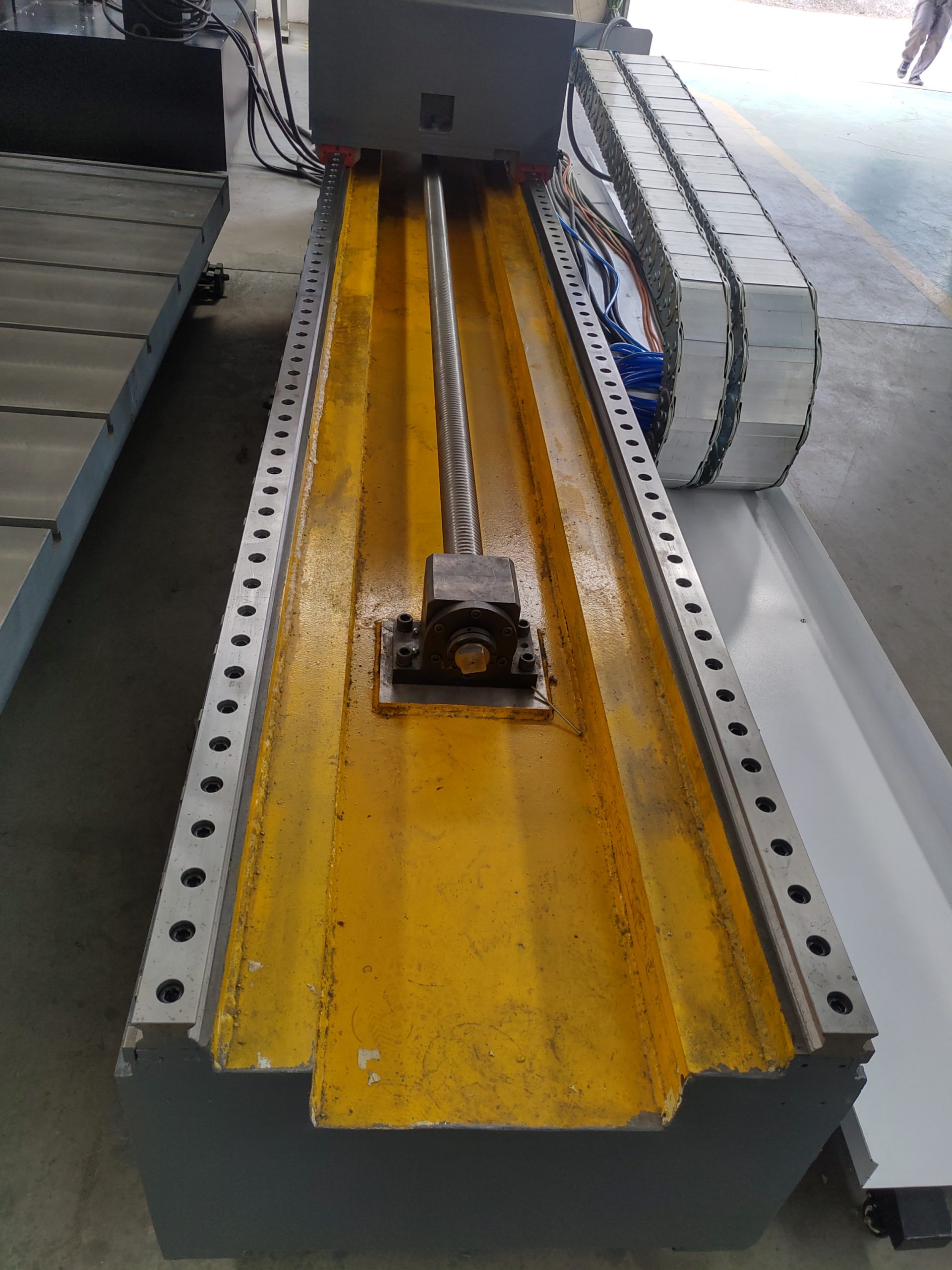
| Метод охлаждения и удаления стружки | Устройство удаления стружки | Цепочно-пластинчатый транспортёр | |||
| Количество устройств удаления стружки | 2 | ||||
| Скорость устройства удаления стружки | 1 м/мин | ||||
| Мощность двигателя устройства удаления стружки | 2 x 0,75 кВт | ||||
| Мощность двигателя насоса внутреннего охлаждения | 3 кВт | ||||
| Мощность двигателя насоса внешнего охлаждения | 1 кВт | ||||
| Автоматическая смазка | Давление подачи смазки | 2 МПа | |||
| Количество смазки, подаваемой в точку смазки | 0,1 мл | ||||
| Цикл смазки | 6 – 10 мин | ||||
| Электрическая система | CNC control | Siemens 808D | Siemens 828D | Siemens 828D | Siemens 828D |
| Размеры | L×W×H | 7 x 6 x 3,5 | 8 x 7 x 3,5 | 10 x 8 x 3,5 | |
| Масса станка | 32 | 36 | 48 | 60 | |
Готовые продукции










