")












")
")
Производственная линия для сверления, пробивки, маркировки и резки уголковой стали с ЧПУ. CDM2020, CDM2532, CDM3635

Область применения
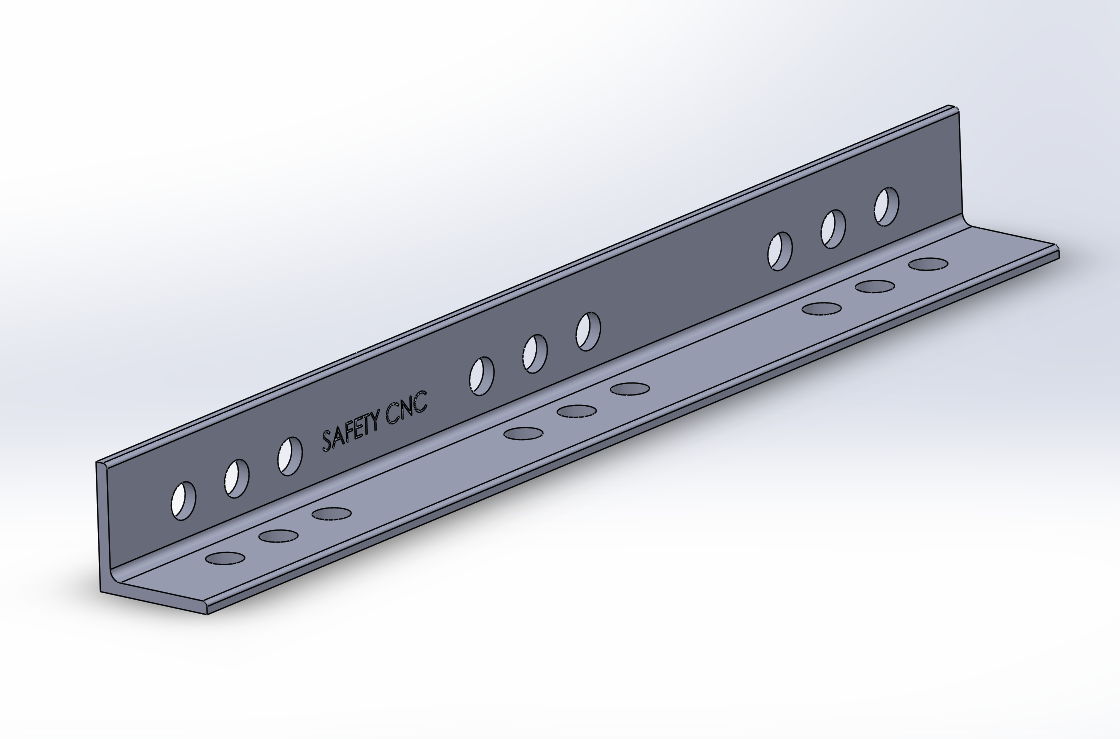
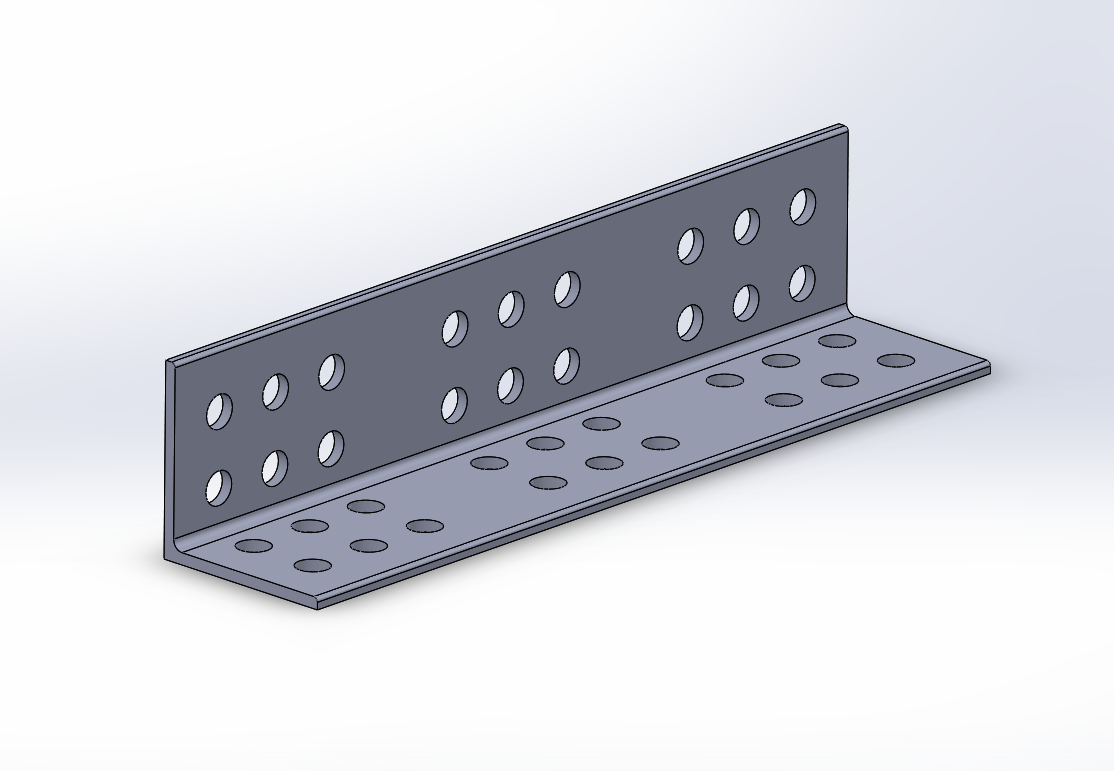
Производственная линия подходит для сверления, маркировки, пробивки и резки уголкового стального проката на предприятиях, производящих опоры электропередачи, средства связи, стальные конструкции и водяной башни и т.д.
Особенности конструкции станка
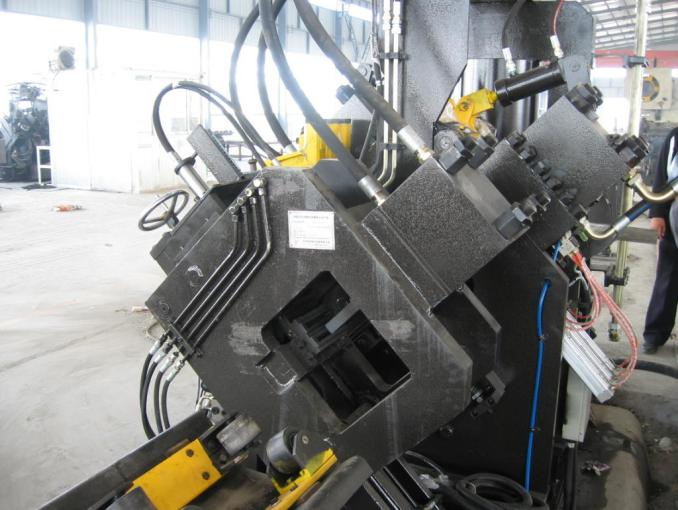
Основными узлами производственной линии являются стол поперечной подачи, устройство опрокидывающей подачи, загрузочный рольганг, тележка с ЧПУ, устройство маркировки, блок сверления, блок пробивки, отрезное устройство, пресс, рольганг готовых изделий, гидравлическая система, система управления, пневматическая система и др.
1 Механообработка с использованием ЧПУ представляет собой очень удобный процесс, обеспечивающий автоматизацию, прецизионную точность, универсальность и поточное производство.


Движение сврелильной головки в направлении обоих крыльев угловой стали (Оси-A, B) управляется сервомотором, шариковым винтовым приводом, что обеспечивает высокую точность положения отверстия в заготовке угловой стали.

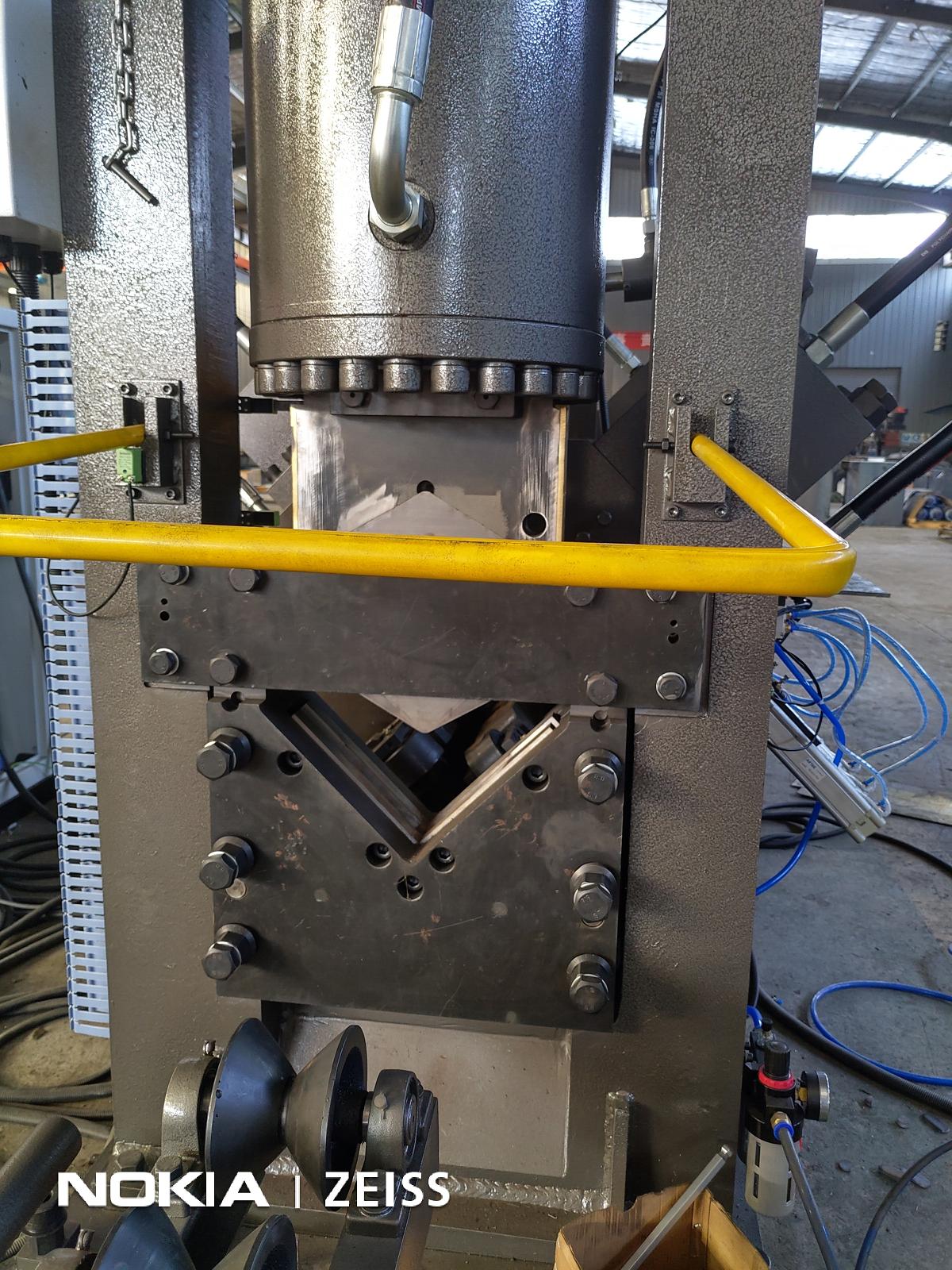
6.Блок резания:
Однолезвие или двухлезвие может применяется на станке.
Однолезвие приводится в движение мощным гидроцилиндром, чтобы не производить отходы, повышать коэффициент угловой стали, экономить расходы для пользователей .
Двухлезвие применяет экономический гидроцилиндр с двумя лезвием, чтобы обеспечить стабильность уголка при резания
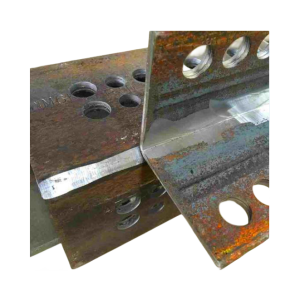
Блок резания состоит из рамочного фюзеляжа, основного цилиндра, механизма верхнего ножа, механизма нижнего ножа и так далее. В соответствии с инструкциями компьютера, различные спецификации угловой стали проводит резки с хорошим качеством разреза.

Двухлезвие Однолезвие
Управляющая программа обработки деталей поддерживает ручное программирование ,а также автоматическое преобразование CAD / CAM осуществляется для удобного программирования, хранения, отображения и связи. Процедура обработки может храниться в системе после ее завершения и может быть вызвана позже.
Интерфейс имеет функции диалог между человеком и машиной, компенсация ошибок, автоматическая сигнализация и другие функции.
Технические параметры
| Модель | CDM2020 | CDM2532 | CDM3635 | |
| Минимальный размер уголкового профиля (мм) | 63 ´63 ´ 4 | 90 ´90 ´ 10 | ||
| Максимальный размер уголкового профиля (мм) | L200´200´20 | L250´250´ 32 | L360´360´35 | |
| Мак. длина заготовки(м) | 14 | |||
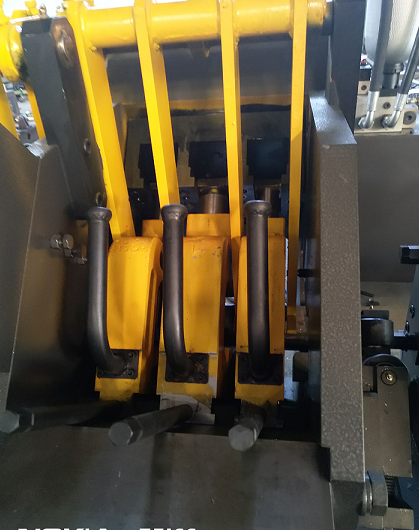
| Пробивка | Номинальное усилие пробивки (кН) | 1100 | ||
| Число пуансонов на одной стороне | 3 | |||
| Мак. диаметр(мм) | Æ 26 | |||
| Регурируюощее расстояние до края(мм) | 20-180 | |||
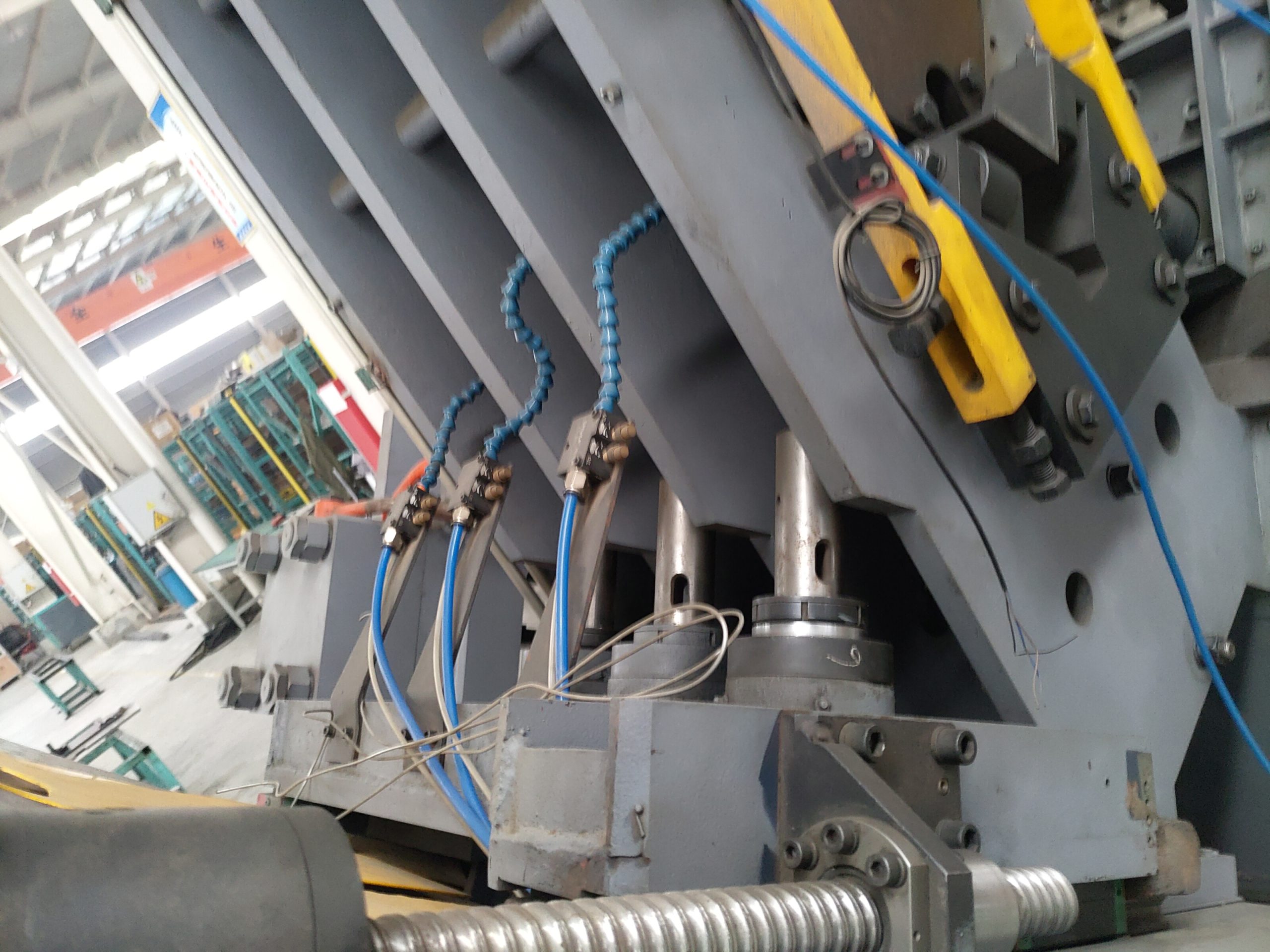
| Сверление | Количество сверла на каждой стороне | 3 | ||
| Конус шпинделя | Морзе-#4 | BT40 | ||
| Максимальный диаметр(мм) | Æ 40 | Æ 40 | ||
| Скорость шпиннделя(об/мин) | 180-560 | 30-6000 | ||
| Диапазон регулировки расстояния (мм) | 50-220 | 50-220 | 50-330 | |
| Маркировка | Номинальное усилие маркировки (кН) | 1030 | ||
| Кол.круппы знака | 1 | |||
| Кол. знака | 15 | |||
| Размер знака | 14´10´19 | |||
| Резание | Режим резки | Однолезвие | ||
| Номинальное усилие резания (кН) | 4300 | |||
| Мак. размер резания | 200х200х20 мм | |||
| Скорость подачи заготовки(m/min) | 30-80 | |||
| Метод подачи | Тележка по серводвигатаелю | |||
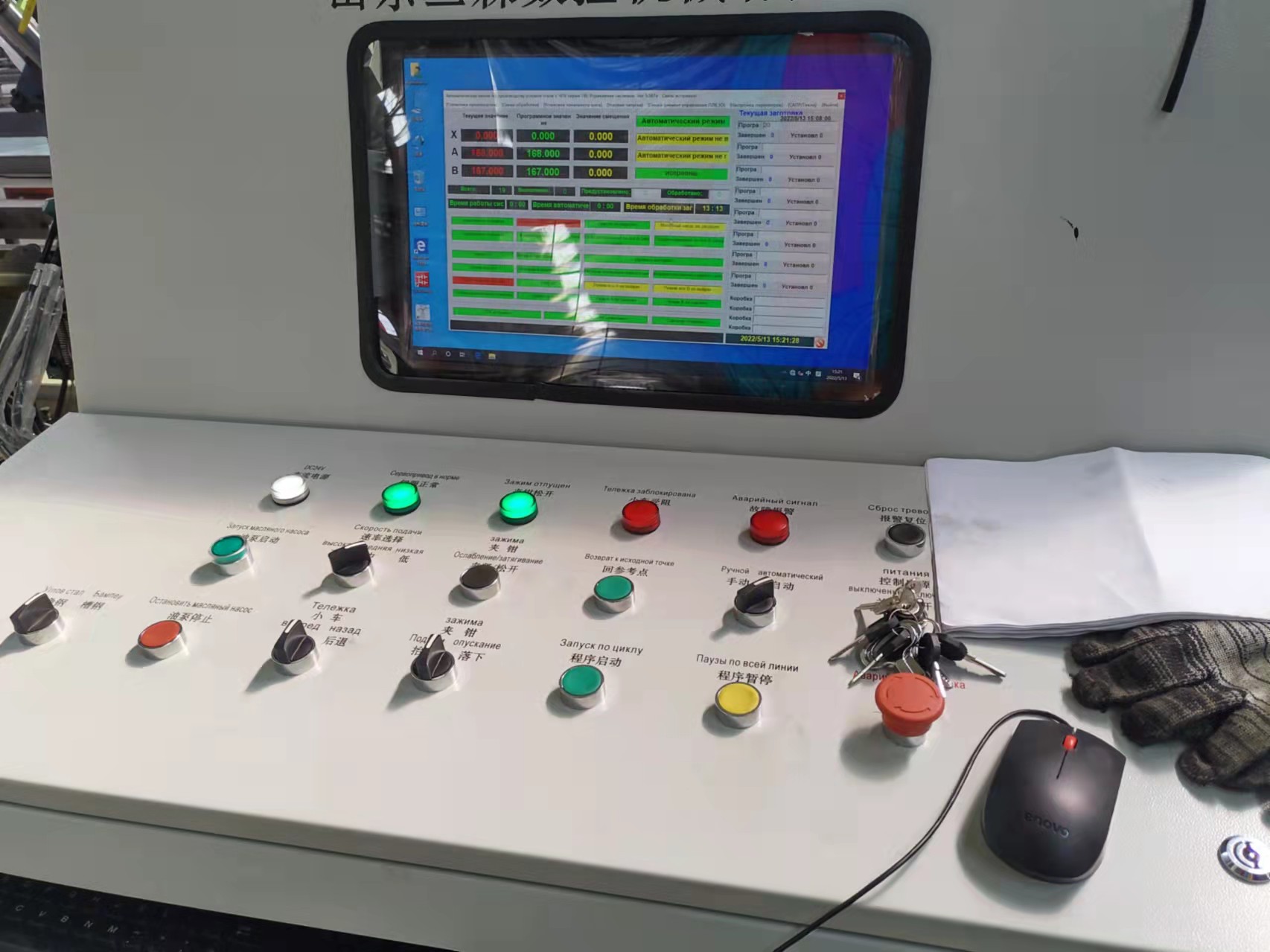
| Режим управления | PLC + главный компьютер | |||
| Точность обработки | Соответствует Национальный Стандарту GB2694-2010 | |||
| Способ программирования | ПО для программирования или Чертеж в формате CAD | |||
| Функции программы | Мониторинг в реальном времени, отображение ошибок, сигнализация ошибок | |||