")

Сверлильно-фрезерный и кромкострогальный станок для листа с ЧПУ
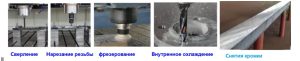
Данный станок представляет собой портальный мобильный сверлильно-фрезерный станок с ЧПУ, который может быть установлен кромочной фрезой для снятия кромки, сверления и фрезерования листа; при сверлении можно использовать твердосплавное сверло с внутренним охлаждением или быстрорежущее винтовое сверло с внешним охлаждением. Станок в основном используется для фрезерования и снятия кромки листа, а также используется для перфорирования, нарезания резьбы и легкого фрезерования фланцев, теплообменников, трубных досок и листов. Процесс обработки выполняется с ЧПУ, который обеспечивает высокие эффективность, точность, удобство в программировании и управлении. Этот станок представляет собой универсальный сверлильно-фрезерный станок с ЧПУ, который можно использовать для партийной обработки различных видов деталей.
Все основные части станка, такие как станина, портал, двойная стойка, суппорт в направлении Y, подвижная бабка в направлении Z, стол и т.д. изготовлены из литья, а внутреннее напряжение устранено через термообработку, которые могут выдерживать нагрузку при резании с большой величиной подачи, обладают высокой жесткостью и стабильностью.
1.Станок представляет собой портальный мобильный сверлильно-фрезерный станок. Станина изготовлена из литья, имеет оптимальную конструкцию, а внутреннее напряжение устранено через термический отжиг, обладает высокой жесткостью и стабильностью. Станина (ось X) оснащена четырьмя высоконагруженными направляющими парами линейного качения, а по обеим сторонам станины расположены два комплекта приводных механизмов, которые состоят из серводвигателей переменного тока, прецизионного планетарного редуктора и прецизионных высокоточных шарико-винтовых пар, используемые для продольного перемещения суппорта портала, а приводы работают синхронно с обеих сторон, чтобы обеспечить высокую точность позиционирования и точность повторяемого позиционирования. Синхронный режим работы приводов обеспечивает параллельное движение портала и перпендикулярность оси Y к оси X в любом положении.

2.Портал имеет литую конструкцию и обработан термическим отжигом и старением. На передней стороне портала оснащены два комплекта высоконагруженных направляющих пар линейных качения и две приводные головки типа суппорта с ЧПУ, а также между двумя направляющими парами оснащены два комплекта приводных механизмов, которые состоят из серводвигателей переменного тока, прецизионного планетарного редуктора и прецизионных высокоточных шарико-винтовых пар, используемые для перемещения суппорта в поперечном направлении (направление Y), чтобы обеспечить высокую точность положения перфорирования и точность повторяемого позиционирования.
3.Структура подвижной бабки в направлении Z является одной инновацией. Используется конструкция трех направляющих в форме U для обеспечения жесткости и точности при перфорировании, фрезеровании и нарезании резьбы. В направлении Z используется 3 высокопрочными направляющими, а подача осуществляется прецизионным планетарным редуктором, винтом и серводвигателем, чтобы обеспечить жесткость и точность.
4.Приводная бабка для сверления и фрезерования станка оснащен жестким прецизионным шпинделем с внутренним охлаждением BT50 тайваньского производства, который можно использоваться с твердосплавными сверлами с внутренним охлаждением для достижения высокой точности. Оснащена автоматический пневмогидравлический усилитель для смены фрез, очень удобно установить и снять фрезы. Шпиндель приводится в движение мощным серводвигателем через синхронный ремень, частота шпинделя составляет до 6000 об/мин, и диапазон скоростей широкий.
5.Приводная головка для сверления и фрезерования
а) Можно управлять ей с помощью электронного маховика, после того, как первое отверстие просверлено и положение подачи установлено, остальные отверстия того же типа могут просверлить в режимах быстрого поступления, рабочего поступления, быстрого возвращения; а также можно реализовать такие функции, как сквозное сверление, глухое сверление, фрезерование (продороживание, поверхностное фрезерование), снятие фаски, нарезание резьбы, стружкодробление, пауза и другие функции. Значительно улучшена эффективность производства.
б) Главный электродвигатель приводной головки для фрезерования и сверления — это серводвигатель для шпинделя пекинского производства CTB, оснащенный сервоприводом, удобно в эксплуатации. Выходной вал электродвигателя шпинделя оснащен синхронным шкивом, который передается на прецизионный шпиндель BT50 (внутреннее охлаждение) через синхронный ремень. Имеются такие характеристики, как высокая точность, долгий срок службы, низкий уровень шума и вибрации при работе на высокой скорости. Прецизионный шпиндель оснащен тянущим механизмом инструмента под углом 45°. Верхний торец прецизионного шпинделя оснащен цилиндром смены инструментов и поворотной головкой высокого давления, цилиндр смены инструментов может быстро освобождать и зажимать держатель инструмента. Поворотная головка высокого давления может быть подключена к охлаждающей смазочной жидкости, которая проходит через внутреннее отверстие шпинделя, внутреннее отверстие заклепки, внутреннее отверстие держателя инструмента BT50 и центральное отверстие сварла и распыляется непосредственно в положение резания, это необходимо для высокоскоростного резания.
в) Выдвижная бабка приводной головки для сверления и фрезерования имеет литую конструкцию, которая обладает повышенной жесткостью и стабильностью, вибрация и шум низкие.
г) Можно управлять станком с помощью электронного маховика, чтобы экономить время и повысить производительность в процессе обработки, после того как первое отверстие просверлено и положение подачи установлено, остальные отверстия того же типа могут просверлить в режимах быстрого поступления → рабочего поступления → быстрого возвращения; а также можно реализовать такие функции, как стружкодробление, возврат стружки, пауза и другие функции.
д) Когда сверлильная и фрезерная приводная головка станка опускается в направлении Z, используются два уравновешивающих гидроцилиндра, чтобы обеспечить бесперебойную работу процесса обработки.
6.Принцип работы пневматической системы станка — это подача воздуха во центр шпинделя для очистки внутреннего конуса шпинделя. Газ вдувается с переднего торца шпинделя, чтобы предотвратить попадание пыли в шпиндель.
7.Станок оснащен устройством для автоматического удаления стружки и тележкой для сбора стружки, система охлаждения оснащена насосом внутреннего охлаждения высокого давления (2 МПа, 40 л/мин) и насосом низкого давления внешнего охлаждения, которые могут быть использованы для внутреннего или внешнего охлаждения инструмента. Охлаждающая жидкость можно повторно использовать. Данный станок оснащен устройством для автоматического удаления стружки.

8.Высокоточные кинематические пары, такие как направляющие пары линейного качания и прецизионные шарико-винтовые пары станка, оснащены системами автоматической смазки. Автоматический смазочный насос выдает напорное масло, масло подается в камеру масленки, когда масляная камера заполнена маслом и давление в системе повышается до 1,4-1,75 МПа, выключатель давления в системе сработает, насос выключается, и в то же время перепускной клапан разгружается, когда давление масла в трубке падает ниже 0,2 МПа, масленка начинает подает масло в точки смазки, и подача масла выполнена. Благодаря тому, что масленка может точно и надежно подавать масло и обнаружить давление системы, обеспечивая масляную пленку на поверхности каждой кинематической пары, уменьшая трение и износ, а также предотвращая повреждение внутренней структуры, вызванная перегревом, чтобы обеспечить точность и срок службы станка.
9.Ось X станка оснащена защитным кожухом из нержавеющей стали, а обе стороны оси Y снабжены гибкими защитными кожухами. Вокруг стола установлены ограждения для защиты от воды.
10Станок оснащен освещением для наблюдения и обработки.
11.Станок оснащен фотоэлектрическим кромкоискателем, который может легко определить положение заготовки.
12.Станок оснащен гидравлической системой для обеспечения гидравлического баланса вертикальной выдвижной бабки.
13.Система ЧПУ данного станка — немецкая система ЧПУ Siemens 828, координаты сверления могут быть преобразованы CAD/CAM, что удобно для программирования, хранения, отображения и связи, операционный интерфейс имеет такие функции, как компенсация погрешности, автоматическая сигнализация и связь «человек-машина». Положение отверстия заготовки может быть введено с клавиатуры, USB, сети или графики САD для автоматического создания программы обработки. А также имеются функции предварительного просмотра перед сверлением и проверка, удобно для управления просто в эксплуатации. Мы предлагаем специальную программу, которая автоматически конвертировать файл CAD в программу программирования обработки для Вам, вы можете установить ее на любой компьютер для конвертирования программирования.
14.Шарико-винтовая пара, направляющая линейного качения, редуктор, гидравлический насос, клапан, шпиндель, серводвигатель подачи и его привод, система с ЧПУ и т.д., оснащенные на этом станке, являются всемирно известными брендами, и машина имеет высокие точность и надежность, меньше отказов, и высокую эффективность работы.
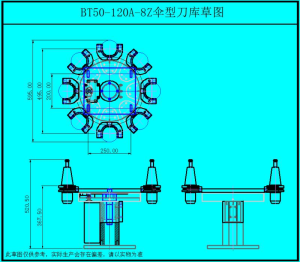
15.Станок оснащен двумя зонтичным магазином для автоматической замены инструментов. Форма магазина как следующая схема: