")








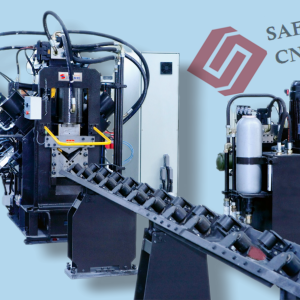
Высокоскоростная линия для сверления, маркировки и резания уголковой стали с ЧПУ ADM2532, ADM3635

Область применения
Производственная линия подходит для маркировки, сверления и (резки) стального уголкового проката при изготовлении опор линий электропередач, вышек средств связи, металлоконструкций и др.

Он может использоваться для высокоскоростного сверления твердосплавными сверлами с внутренним охлаждением, а также для сверления быстрорежущим спиральным сверлом с внешним охлаждением. Процесс обработки осуществляется числовым управлением, операция очень удобна, и станок может выполнить автоматическое, высокоточное и разнообразное серийное производство.


Особенности и составляющие копоненты:
Основными узлами производственной линии являются стол поперечной подачи, устройство опрокидывающей подачи, загрузочный канал, тележка с ЧПУ, клеймовочное устройство, сверлильное устройство, пресс, канал готовых изделий, гидравлическая система, пневматическая система, система управления и др.
1. Поперечнаязагрузочнаяплатформа и поварачивающий устройство.
Поперечная загрузочная платформа приводится в движение двигателем и редуктором через звездочку и цепь, а также через три длинных вала и шесть самодельных муфт для синхронизации четырех цепей с блоками переключения. Таким образом, стальной уголок является стабильным и имеет низкий уровень шума во время транспортировки. Эта деталь предназначена для транспортировки стального уголка к желобу в ожидании захвата профиля от тележки.
2. Подающая часть в основном состоит из питающего канала и тележки с ЧПУ.
(1) Питающий канал состоит из транспортирующих роликов, зубчатое колесо и рейки и направлящих.

Точностьпозиционирования отверстия высокая. Подающая тележка с ЧПУ (Ось-X) приводиться в действие серводвигателем, передачи шестерня-рейки, а также имеет устройство для обнаружения шестерня-рейки и контрольную кодер для обратной связи точности положения, образуя управление полным замкнутым контуром;

3.Блок маркировки использует закрытый корпус с высокой прочностью и стабильностью.В соответствии с инструкциями компьютера печать производится в месте, требуемом чертежами. Для удовлетворения диапазона обработки машины также добавлен механизм ручного регулирования, который может изменять подвижное положение вниз (т. е. положение знака), чтобы соответствовать положению печати угловой стали разных спецификаций.
4.Эффективность сверления высокая и качество отверстия хорошо.Блок сверления состоит из шести комплектов сверлильных головок с ЧПУ, по три на каждом крыле угловой стали, и сверлильные головки с обеих сторон могут быть сверлены одновременно.
Движение сврелильной головки в направлении обоих крыльев угловой стали (Оси-A, B) управляется сервомотором, шариковым винтовым приводом, что обеспечивает высокую точность положения отверстия в заготовке угловой стали.


5.Шпиндель сверления применяет прецизионный шпиндель BT40 (внутреннее охлаждение), скорость резания твердоспланого сверла может достигать до 200 м / мин (обычно высокоскоростное стальное спиральное сверло 25 – 35 м / мин).Подача силовой головки сверления с ЧПУ с сервомотором, быстрый ход, рабочий ход и быстрый отход управляются системой ЧПУ и автоматически завершаются.
Отступающее положение сверла может быть установлено в компьютере и уменьшает пустой ход ,чтобы значительно повышает производительность.
Допуск отверстия менее 0,1 мм, чистота отверстия Ra менее 6,3 μ m, качество обработки отверстия выше.
Однолезвие приводится в движение мощным гидроцилиндром, чтобы не производить отходы, повышать коэффициент угловой стали, экономить расходы для пользователей .
Блок резания состоит из рамочного фюзеляжа, основного цилиндра, механизма верхнего ножа, механизма нижнего ножа и так далее. В соответствии с инструкциями компьютера, различные спецификации угловой стали проводит резки с хорошим качеством разреза.
Система электрического управления также должна обладать программируемой функцией человеко – машинного диалога, самовоспроизводящимся дисплеем неисправности, дисплеем абсолютного положения тележки подачи в режиме реального времени, дисплеем абсолютного положения линии наведения силовой головки в режиме реального времени, функцией запоминания отключения электроэнергии, функцией защиты безопасности.
u Технические параметры
| Модель | BL2532 | BL3635 | ADM2532 | ADM3635 | |||
| Минимальный размер уголкового профиля (мм) | L140 ´1 40 ´ 10 | ||||||
| Максимальный размер уголкового профиля (мм) | L250´250´32 | L360´360´35 | L250´250´ 32 | L360´360´35 | |||
| Мак. длина заготовки(м) | 14 | ||||||
| Сверление | Количество сверла на каждой стороне | 3 | |||||
| Конус шпинделя | Морзе-#4 | BT40 | |||||
| Максимальный диаметр(мм) | Æ 40 | Æ 40 | Æ 40 | ||||
| Скорость шпиннделя(об/мин) | 180-560 | 30-6000 | |||||
| Диапазон регулировки расстояния (мм) | 20-220 | 20-340 | 50-220 | 50-330 | |||
| Маркировка | Номинальное усилие маркировки (кН) | 1200 | |||||
| Кол.круппы знака | 1 | ||||||
| Кол. знака | 20 | ||||||
| Размер знака | 14´10´19 | ||||||
| Резание | Режим резки | Однолезвие | |||||
| Номинальное усилие резания (кН) | 4500 | ||||||
| Мак. размер резания | 200х200х20 мм | ||||||
| Система охлаждения и смазки | Объём масла в баке | 2L | |||||
| Масла резания | Микрорезания на основе растительного основа (2000 – 25) | ||||||
| Расход смазки | 5~50ml/h | ||||||
| Количество с ЧПУ | 3 | 9 | |||||
| Скорость подачи заготовки(m/min) | 40 | ||||||
| Метод подачи | Тележка по серводвигатаелю | ||||||
| Режим управления | PLC + главный компьютер | ||||||
| Точность обработки | Соответствует Национальный Стандарту GB2694-2010 | ||||||
| Способ программирования | ПО для программирования или Чертеж в формате CAD | ||||||
| Функции программы | Мониторинг в реальном времени, отображение ошибок, сигнализация ошибок | ||||||
| Общая мощность | ≈155KW | ||||||
| Общий вес | ≈35T | ||||||
| Габарит(m) | 33*8.5*2.5 | ||||||
Электрические компоненты:
| No. | наименование | Производитель | Сторана |
| 1 | PLC контроллер | Yokogawa | Япония |
| 2 | Серводвигатель и электропривод | Panasonic | Япония |
| 3 | Линейный направляющий и шариковый винт | HIWIN | Тайвань |
| 4 | Шпиндель | Kenturn | Тайвань |
| 5 | Ходовой переключатель | Autonics | Южная Корея |
| 6 | Пневматические компоненты | Air TAC | Тайвань |
| 8 | Гидравлический клапан | Atos | Италия |
| 8 | Электрические компоненты | Schneider | Франция |
| 9 | Компьютер | Lenovo | Китай |