





8 – Осевая Плазменная Режущая машина для трубы, углока ,швеллерной сталь и двутавра,SDYP-5012
Применение:
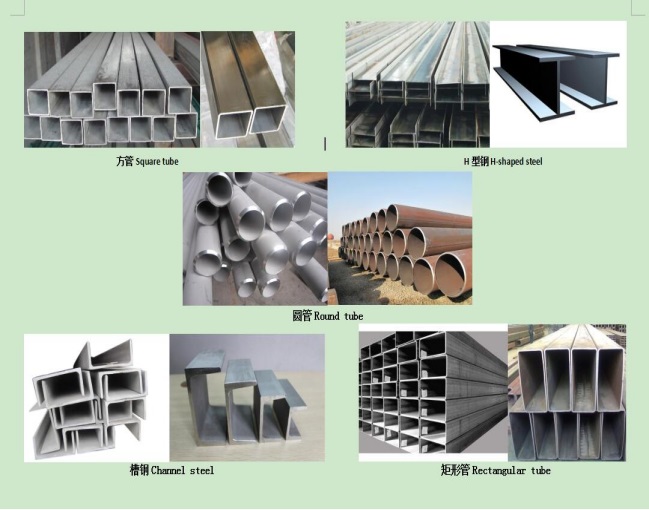
8 – Осевая Плазменная Режущая машина с ЧПУ является новейшим устройством для автоматической резки квадратных труб, круглых труб, швеллерной стали, H – образной стали с высокой эффективностью и высокой точностью. В основном используется для резки различных низкоуглеродистой стали, нержавеющей стали, меди, алюминия и других труб. Он может разрезать торцы круглых труб, пересечение круглых труб с плоскостью, а также различные круглые и круглые трубы, поверхность круглых труб и сферические поверхности, трубы и поверхности, стальные швеллеры H – типа, прямоугольные трубы и квадратные трубы. Модель имеет красивый внешний вид, компактную структуру, стабильную работу, удобную в эксплуатации. Диаметр режущей трубы составляет от 30 до 200 мм, а длина режущей трубы – от 6 метров.
Компоненты и функции:
Ось Y: детали вращаются влево и вправо по центру.
Ось X: движущееся тело перемещается влево и вправо по осевому направлению изделия.
Ось А: осевое отклонение сварочной пушки вокруг поверхности изделия.
Ось B: радиальное отклонение сварочной пушки вокруг точки резки поверхности изделия.
Ось Z: вертикальный подъем и падение факела.
Двигательная ось машины управляется сервомотором переменного тока. Системный контроль использует промышленное компьютерное управление, полностью цифровое, высокая стабильность и надежность.
Все газовые пути оснащены электромагнитными клапанами и регулирующими клапанами, которые могут легко реализовать программу резки, управляемую искусственным интеллектом. Источники кислорода, газа или плазмы транспортируются в факел по трубопроводу. Для удовлетворения потребностей различных процессов резки система подачи воздуха использует несколько наборов электромагнитных клапанов для управления открытием и закрытием различных воздушных потоков.
Основные технические параметры оборудования:
| Внешний диаметр режущей трубы | 30-500mm |
| Толщина трубки плазменной резки | 30mm |
| Длина режущей трубы | 12000mm |
| Круговая нагрузка | 4500KGS |
2, Equipment movement axis and range of motion
|
Movement axis |
Cutting machine shaft number selection | Activity range
|
| A-axis | pipe rotation | axis 360° free rotation |
| Y-axis | torch moves horizontally along the axial direction of the pipe | 430mm |
| B-axis | torch along the axis of the pipe axis | A=±60° |
| C-axis | torch rotates along the radial plane of the pipe | B=±45° |
| Z axis | Torch vertical lifting axis | Maximum stroke 300MM |
Круглая трубка имеет четырехсекционную конструкцию патрона, многоступенчатую роликовую раму, максимальную массу приводной трубы ведущей рамы 2 тонны, минимальное расстояние между роликами роликовой рамы: 400 Мм (конец),
4, Cutting speed
| Flame cutting speed (optional) | 100-750mm/min |
| Plasma cutting speed | 1000-6000mm/min |
| Movement speed | 10-8000mm/min |
5 Точность повторного позиционирования горелки
≤± 0,03 мм; Точность позиционирования пассажирского автомобиля ≤ ± 0,03 мм; Точность установки кромок ± 0,05°
6, Equipment power
| 序号No | Items of Parts | Specification | Supplier | Quantity |
| 1 | Electrical control cabinet | ZLQ-XGEC | EOE | 1 |
| 2 | Control system | EOE-01A | EOE | 1 |
| 3 | programming software | With the beveling function | Shanghai FL | 1 |
| 4 | The servo driver and Motor | Japan Panasonic servo motor | 6 | |
| 6 | Planetary Reducer | 1:5 | Japan shimpo | 6 |
| 7 | The brace of Rotary | 500mm | EOE | 2 |
| 8 | Adjustable chuck support | 500mm | EOE | 3 |
| 9 | All the head system | Z and hold the torch | EOE | 1 |
| 10 | Y axis 35kg rail | 35 kg | EOE | 18 |
| 11 | plasma | LGK160A | 华远 | 1 |
7. Особенности системы управления
Промышленный контроль CNC контроль, мощный, масштабируемый
Аппаратная панель интерполяции, стабильная и надежная, простой провод
Поддержка стандартного G – кода, FastPipe, FastFrame и других встроенных программ
Поддержка ручного управления корпусом для повышения эффективности производства
Поддержка пламени / плазмы / демонстрация трех режимов работы, которые легко переключаются
Вы можете использовать скорость настройки файлов или скорость настройки системы.
Скорость файла Установить скорость строки поддержки и комбинированную скорость
Автоматическое введение диаметра трубы, безопасно и надежно
Показывать графику обработки максимального размера, интуитивно понятную и удобную
Графика может быть увеличена и уменьшена.
Он может быть использован в качестве переключателя назад к нулю, простого и удобного.
Начальное положение обработки очень простое, без учета оси маятника
Смещение до и после обработки
Параметры резервного копирования и восстановления параметров.
необязательное отверстие начинает резать, удобно и быстро.
Полностью ручная настройка сенсорного экрана, больше сотрудничества
8. Параметры производительности системы
l Ось контрольного номера: 8 ось 7 шатун
l Точность управления: до ± 0001 мм
l Максимальная скорость работы: 8000 мм / мин
9. Описание конфигурации
² Карты процессора: Intel двухъядерный 8G, IPC – 1200A:
² Монитор: 19 – дюймовый дисплей высокой яркости:
² Память: Память DDR2 – IG, жесткий диск SATA – 250G:
² Внешний интерфейс: стандартный интерфейс Ethernet:
² Карта управления движением: GTS – 400 Высокопроизводительная DSP – соединительная орбитальная спортивная карта:
Шасси: цельнометаллическая конструкция, полностью экранированная, устойчивая к электромагнитному излучению. Антиинтерференционная защита. Антистатическое электричество.
Материальное программное обеспечение EOE – это универсальное программное обеспечение для расчета, разгрузки и резки труб. Программное обеспечение имеет преимущества высокой функциональности и простоты использования. Подходит для компаний, использующих рамы труб или жидкие трубопроводы. Пользователю просто нужно ввести некоторые основные параметры, и программное обеспечение автоматически вычисляет линию резки в соответствии с условиями ввода пользователя. Его уникальная функция автоматической упаковки труб позволяет вам вырезать целый материал из трубки за один раз. В нескольких стальных трубах ручное вмешательство не требуется. Резка стальных труб так же удобна и быстра, как и резка стальных листов. И автоматическая подача компьютера для достижения оптимального использования трубного сырья, экономит затраты на материалы, значительно сокращает время резки, повышает эффективность использования режущей машины.
Программное обеспечение теперь может генерировать и вырезать следующие типы узлов для резки обсадной колонны:
2.Конец трубки – прорезка. В конце трубопровода можно открывать канавки требуемой ширины и длины в зависимости от установленных параметров.
Поддержка профессионального программного обеспечения TEKLA для проектирования 3D круглых труб бесшовная стыковка
Ø Автоматическое присвоение кода обработки по номеру
Ø Автооптимизация грубой траектории tekla
Ø Пакетный выбор
Ø Торцы, отверстия, пазы могут быть установлены отдельно, один выход
Ø Код обработки одним нажатием клавиши
Ø Автоматический серийный номер
Ø Слоистое отображение нескольких траекторных кривых
Sample Pictures








